通过MMP技术提高工具性能:AXIS公司的微型钻头
2020/05/13
AXIS公司的微型钻头采用了切削工具性能飞跃性提高的技术。
介绍活用了特色技术的产品
AXIS超硬微型钻头
实施了使切刃和沟槽的表面平滑的MMP(超精密表面精加工)处理的微钻COM-SUS及COM-D系列,可以期待大幅提高工具性能。
(MMP处理以Φ0.5以上为对象)
(MMP处理以Φ0.5以上为对象)

 目录
目录- 1.AXIS的COM-SUS和 COM-D系列上实施MMP处理的话?
- 2.仅从工具外观就能看出的区别和刃尖扩大比较
- 3.测试数据和动画解说
- 4.产品阵容
1.AXIS的COM-SUS和COM-D系列上
实施MMP处理的话?
实施MMP处理的话?
是Micro Machining Process(超精密精加工处理)的略称。
通过对切削工具的切削刃和沟槽进行像镜面一样平滑的表面处理,可以提高精密研磨工具以上的工具性能。
MMP处理优点
减少切削抗力
可以减少工具的负荷,延长寿命

提供加工表面粗糙度
提高孔精度,稳定加工

提高切屑排出性能
防止突发或慢性工具损坏
提高锋利性
减少刀尖的焊接,稳定孔径,减少毛刺
特别是工具刚性低、容易成为深孔加工的微钻,经常需要解决上述问题。
AXIS实施的MMP处理是满足那个需求的技术。
AXIS实施的MMP处理是满足那个需求的技术。
2.仅从工具外观就能看出的区别
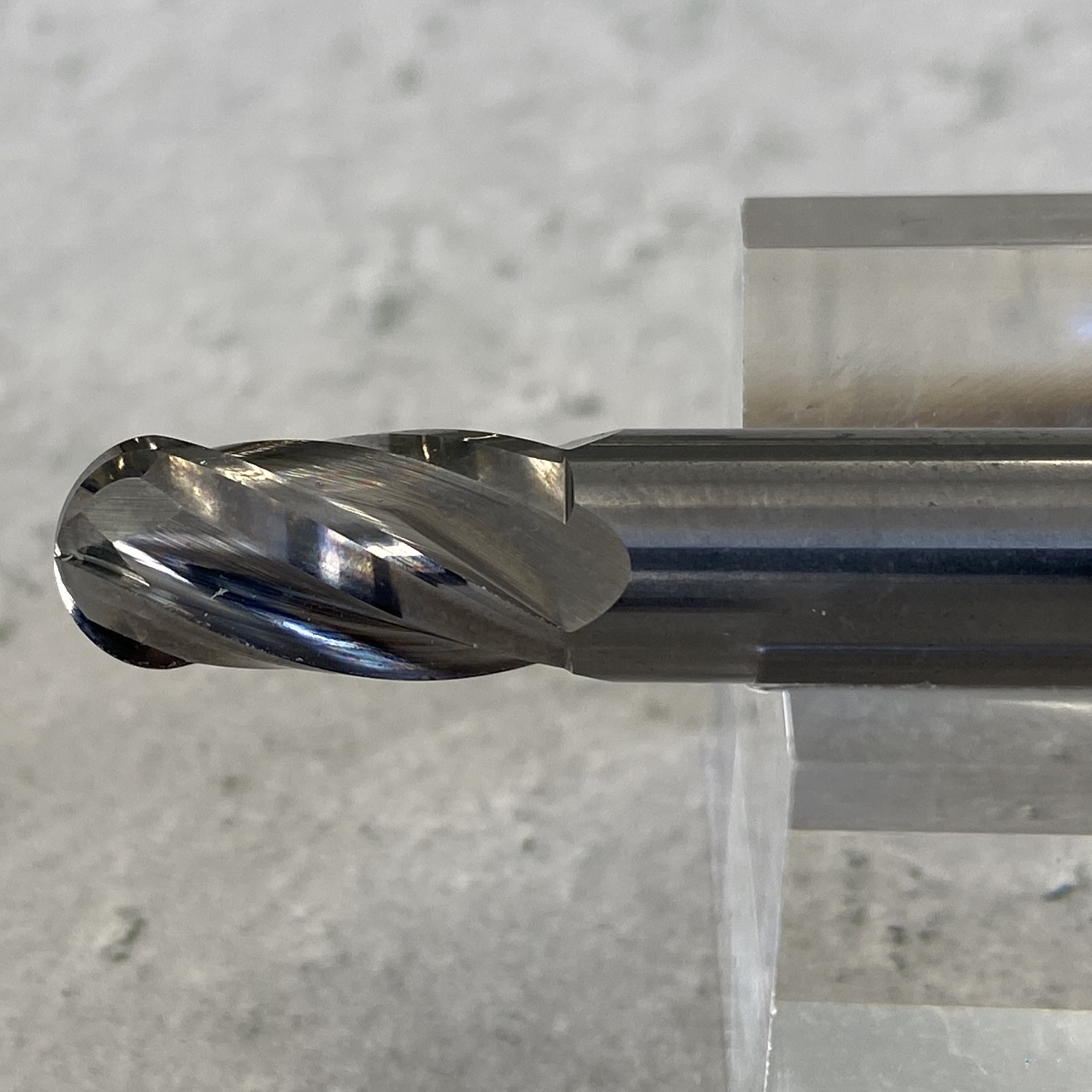
无MMP处理

有MMP处理
根据超高精密的表面处理,光是外观表面的光泽也有很大的差异。
只看一眼就能确认工具的平滑度。
只看一眼就能确认工具的平滑度。
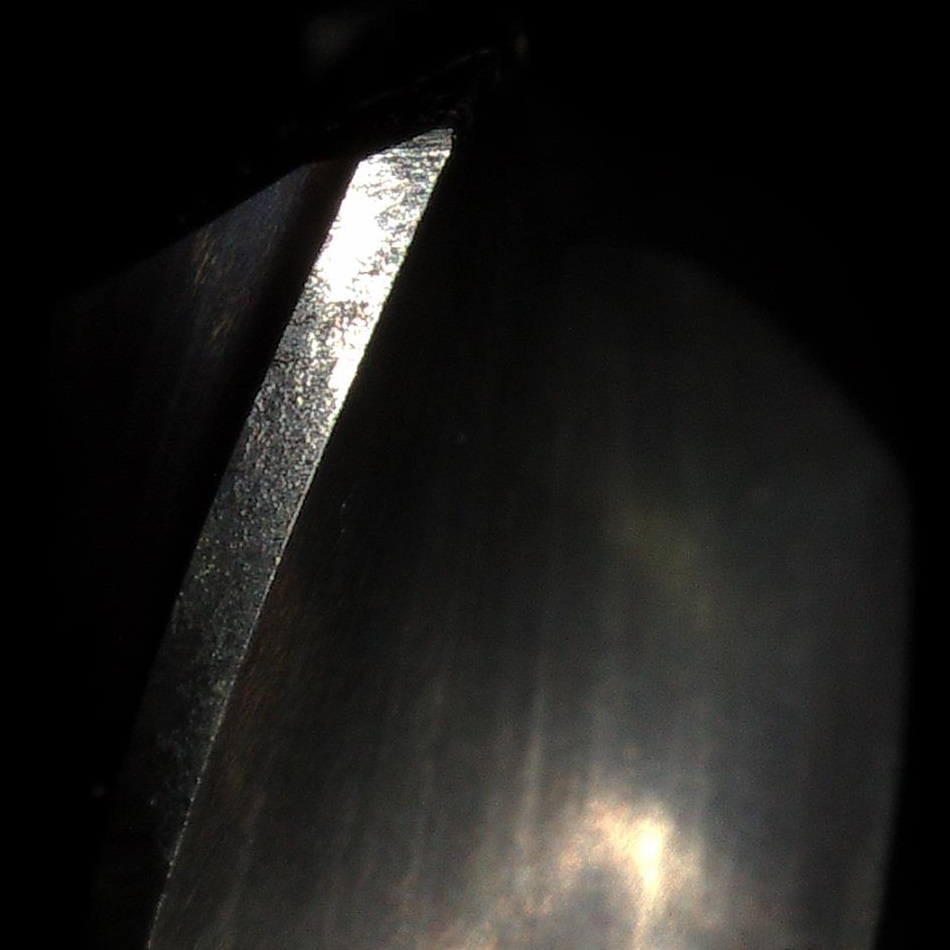
切削刃的平滑性比较(x500扩大)

无MMP处理的刃边缘部分
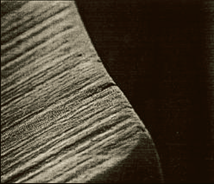
有MMP处理的刃边缘部分
通过滑过切削刃的松动,可以稳定加工,防止熔敷。
MMP处理是在保留了原本的刀尖处理(Honning等)的状态下,使表面平滑,使之提高锋利度的技术。
MMP处理是在保留了原本的刀尖处理(Honning等)的状态下,使表面平滑,使之提高锋利度的技术。
3.测试数据和动画解说
测试材料:SUS304
工具:COM-SUS-0300(MMP处理Φ3钻头、Cominix标准在库品)
刀杆:BBT40 PG25x080H (REGO-FIX压入夹盘)
夹具:PG25-CF 3.0
使用设备:VCN-430A(MAZAK BBT40纵向加工中心)
加工条件:Vc=25m/min S=2700rpm f=0.04mm/rev 深4mm、每1mm的加工
结果:与日本微型钻头专业制造商A公司的产品相比,寿命延长了5倍以上
工具:COM-SUS-0300(MMP处理Φ3钻头、Cominix标准在库品)
刀杆:BBT40 PG25x080H (REGO-FIX压入夹盘)
夹具:PG25-CF 3.0
使用设备:VCN-430A(MAZAK BBT40纵向加工中心)
加工条件:Vc=25m/min S=2700rpm f=0.04mm/rev 深4mm、每1mm的加工
结果:与日本微型钻头专业制造商A公司的产品相比,寿命延长了5倍以上
日本厂家vs AXIS的动画比较
本记事的动画解说
本记事的动画解说
刀尖比较

日本微钻专业厂家A公司产品:8m加工的缺损
AXIS COM-SUS钻头:40m加工后,可以继续使用
各中心钻 使用者的提案
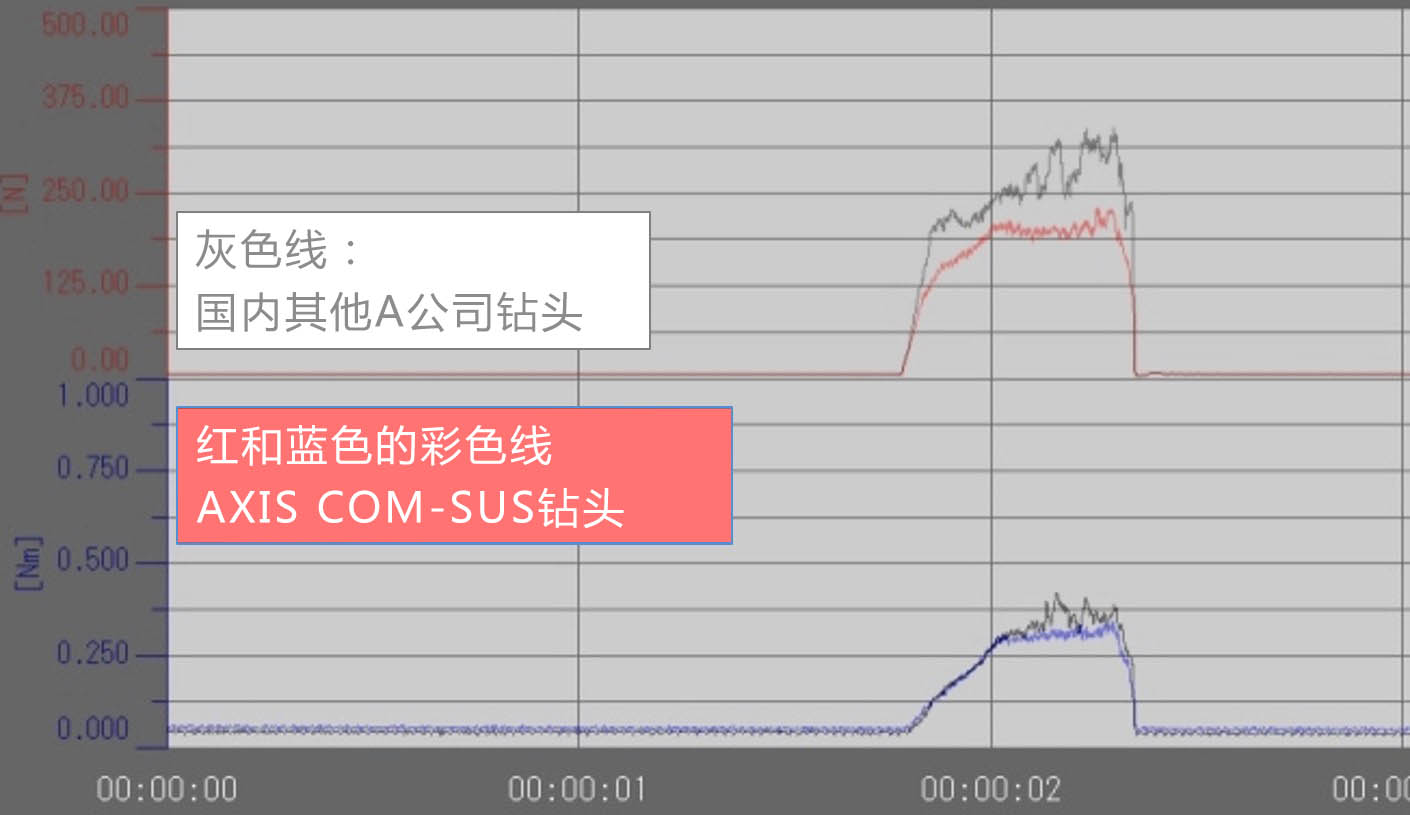
用糊精测定的结果
最大推力值的比较:相对于日本微钻专业制造商A公司的约340牛顿,AXIS公司约230牛顿。
加工负荷改善了30%以上。
最大推力值的比较:相对于日本微钻专业制造商A公司的约340牛顿,AXIS公司约230牛顿。
加工负荷改善了30%以上。
4.产品阵容
Axis
样本
(文件大小:2.1MB)
样本
(文件大小:2.1MB)


在Cominix标准库存的AXIS的钻头产品中,COM-SUS系列的Φ0.5以上和COM-D系列的Φ0.5以上,全部实施了MMP处理。
