根据工件硬度来区分使用的建议《4Gmills》
2021/03/02
HRC30 、HRC45、 HRC50进行比较


 目录
目录- 1.概要
- 2.测试结果:HRC45
- 3.测试结果:HRC50
- 4.测试结果:HRC30
- 5.适用范围汇总
- 6.本记事动画
- 7.价格比较
1.概要
以前,作为“HRC40~加工的新选择。工具成本的改善”介绍了4Gmills。
这次进行了更详细的调查,和日本高硬度用的占有率最高的产品进行了比较测试。
制造商推荐的是HRC20~50的领域 试着确认了在烧结材料中柔软的合金钢~硬的模具钢的领域是否能显示优势。
这次进行了更详细的调查,和日本高硬度用的占有率最高的产品进行了比较测试。
制造商推荐的是HRC20~50的领域 试着确认了在烧结材料中柔软的合金钢~硬的模具钢的领域是否能显示优势。
测试报告

加工设备
MAZAKU VCN-430A(BT40)
MAZAKU VCN-430A(BT40)

工件夹具状况
□120×高度40块材料
工件材料:
DAC MAGIC(HRC45,50)、PCM30(HRC30)
□120×高度40块材料
工件材料:
DAC MAGIC(HRC45,50)、PCM30(HRC30)
HRC45、50比较工具一览
Φ6球头铣刀统一实施测试。
切削条件
粗加工:Vc=180,f=0.2/rev,F=1,910mm,ap=0.3,ae=0.6
精加工:Vc=180,f=0.2/rev,F=1,910mm,ap=0.1,ae=0.1
切削条件
粗加工:Vc=180,f=0.2/rev,F=1,910mm,ap=0.3,ae=0.6
精加工:Vc=180,f=0.2/rev,F=1,910mm,ap=0.1,ae=0.1

4Gmills
型号:SEMD98 060080E

日本高硬度用立铣刀高市场占有率的产品A
以涂层为特征的高市场占有率产品。
2.测试结果:HRC45
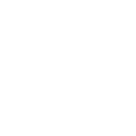
HRC45 303分钟(约5小时)加工后:工件状态
左边是4Gmiles,右边是日本高硬度用的TOP A产品。
与4Gmills的加工面相比,日本高硬度用的顶级市场占有率产品A白浊明显。
与4Gmills的加工面相比,日本高硬度用的顶级市场占有率产品A白浊明显。
HRC45 303分钟(约5小时)加工后:工具前刀角

HRC45 303分钟(约5小时)加工后:工具正面

日本高硬度高市场占有率产品A的中心部分缺损。
在HRC45左右的工作中,可以看出4Gmills的寿命更长。
在HRC45左右的工作中,可以看出4Gmills的寿命更长。
3.测试结果:HRC50
HRC50 390分钟(6个半小时)加工后:工件状态
左边是4Gmills,右边是日本高硬度用的TOP A产品。
这边日本高硬度用的首位市场占有率产品A白浊也明显。
这边日本高硬度用的首位市场占有率产品A白浊也明显。

HRC50 390分钟(6个半小时)加工后:工具前刀角

HRC50 390分钟(6个半小时)加工后:工具正面

从前刀侧来看,4Gmills的磨损范围很少。
4.测试结果:HRC30
HRC30比较工具一览
在HRC30中,因为可以推测出是一定程度的长寿命,所以只将进给提高到f=0.28(0.14/tooth)进行了测试。

HRC 30 265分钟(约4个半小时)加工后:工具正面
从正面看通用铣刀(中央)的话会磨损,会有损耗。
另一方面,由于4Gmills和日本通用铣刀B没有发现大的磨损和损耗,所以在这2种中继续测试。
另一方面,由于4Gmills和日本通用铣刀B没有发现大的磨损和损耗,所以在这2种中继续测试。

HRC 30 530分钟(约9小时)加工后:工具正面

在530分钟的加工中,日本通用铣刀B发生了巨大的磨损和损耗。另一方面,4Gmills的磨损量还很小。
HRC 30 530分钟(约9小时)加工后:工件状态

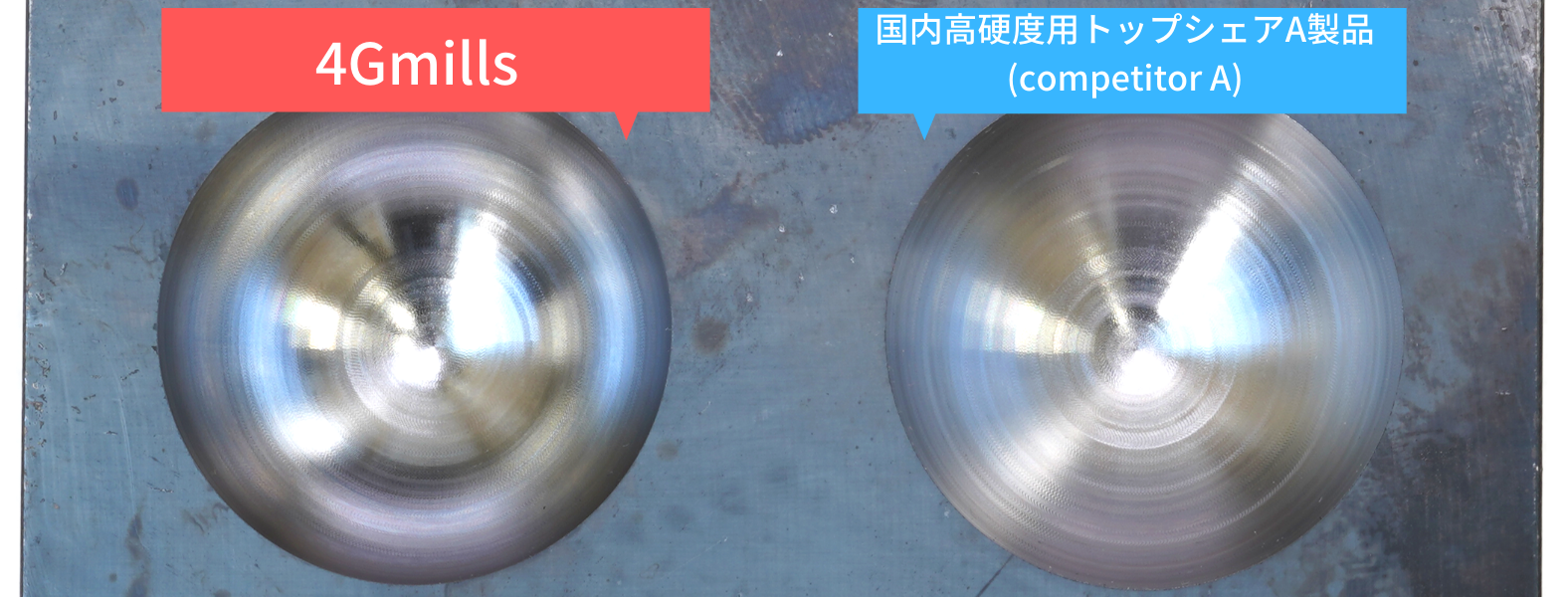
5.适用范围汇总
淡粉色部分表示目录规格上4Gmills的适用范围。
深粉色是这次Cominix技术中心的测试中,与日本市场占有率最高的产品A、B等相比显示出优势的部分。
虽然这次没有对比HRC30硬度低的材料进行测试,但是考虑到HRC30的比较,推测得出好的结果的可能性很高。
*对象钢材例:
调质材料的S30C、S45C、SCr435、SCM 435~等
烧结材料的SKD61、SNCM 431等
(*参考文献:横山明宜《从元素看钢铁材料和切削的基础知识》,日刊工业新闻,2012年,p.232)
深粉色是这次Cominix技术中心的测试中,与日本市场占有率最高的产品A、B等相比显示出优势的部分。
虽然这次没有对比HRC30硬度低的材料进行测试,但是考虑到HRC30的比较,推测得出好的结果的可能性很高。
*对象钢材例:
调质材料的S30C、S45C、SCr435、SCM 435~等
烧结材料的SKD61、SNCM 431等
(*参考文献:横山明宜《从元素看钢铁材料和切削的基础知识》,日刊工业新闻,2012年,p.232)
6.本记事概括动画
按硬度,球头铣刀比较测试
7.价格比较
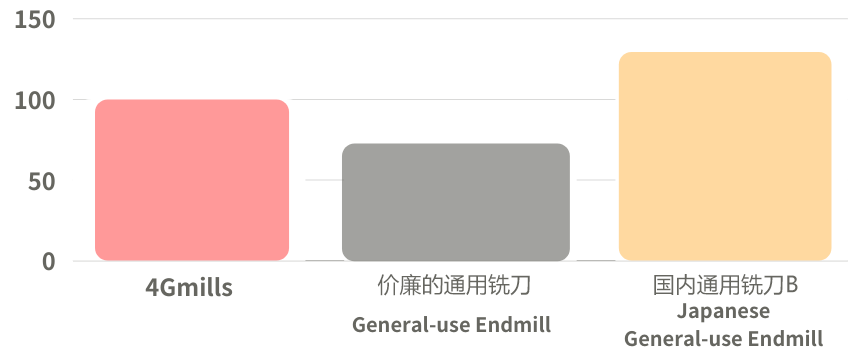
4Gmills SEMD98 060080E:Φ6球头铣刀为100时的价格比较。

与日本高硬度用的立铣刀相比,价格优势更大。