代替DC、VB的新的车削刀片形状W 1011-P/WL25-CV07
2021/04/07
新概念的新车削刀片介绍-W1011-P刀杆/WL25-VC07刀片
 目录
目录- 1.产品说明
- 2.测试报告-切屑处理性能/工件精加工面比较
- 3.测试报告-耐久测试
- 4.测试报告-断续工件的测试
- 5.价格比较
- 6.本记事汇总动画
1.产品说明
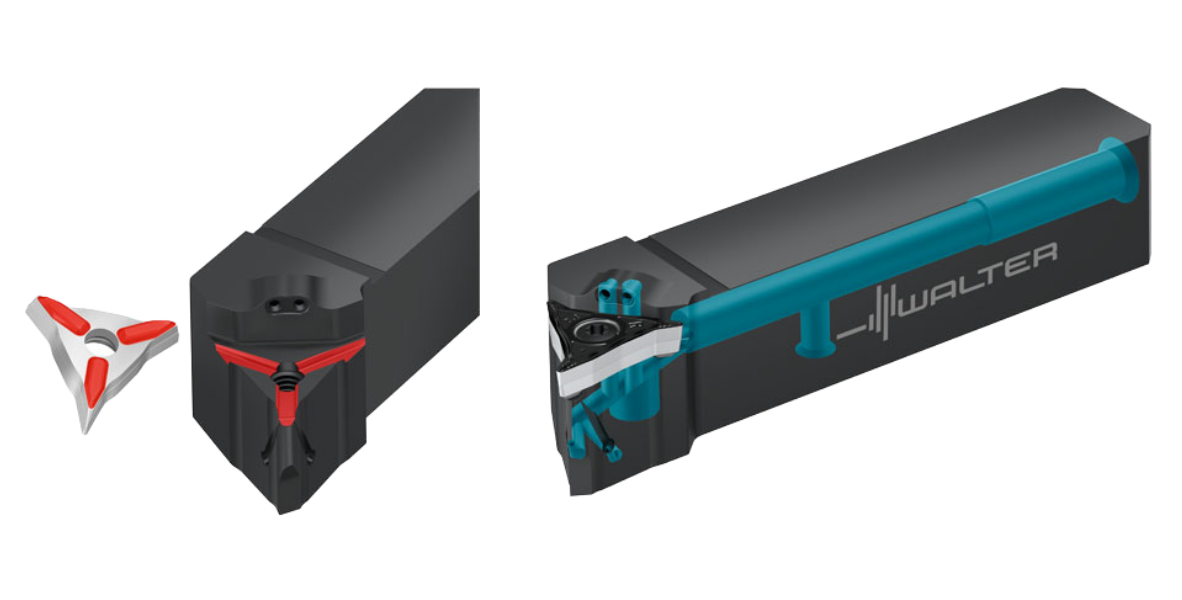
WALTER TURN W1011-P/WL25 COPY TURNING SYSTEM - Combines maximum stability with cost-efficiency.
W1011
工具样本
(文件大小:755KB)
工具样本
(文件大小:755KB)


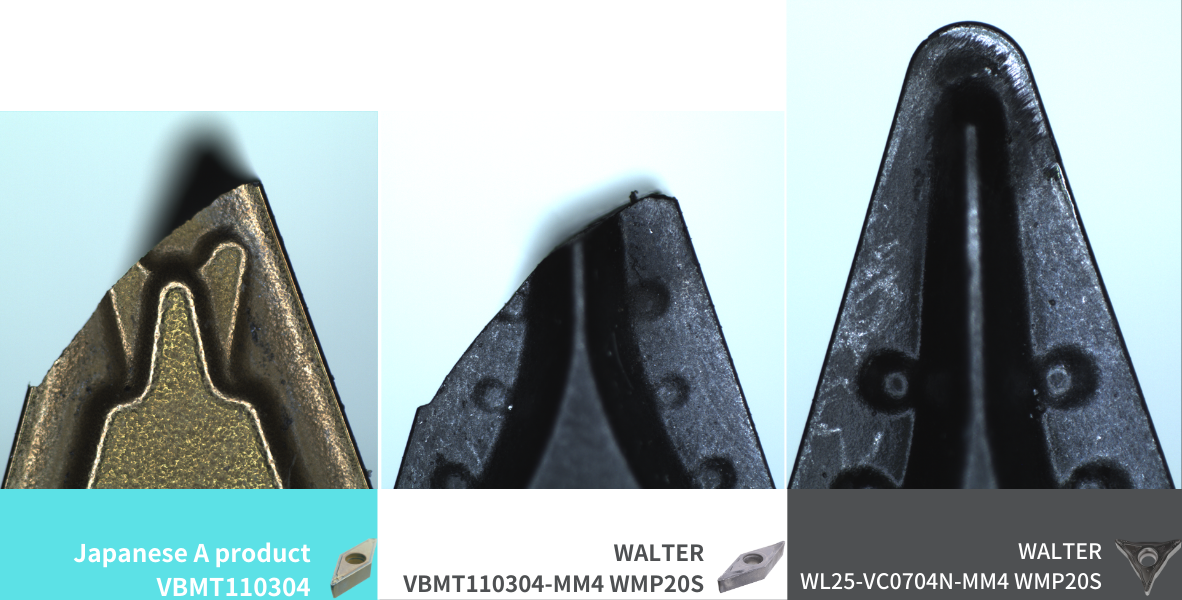
刃尖角的小刀片刀尖强度弱
像VB/VC刀片这样前端角较小的工具,刀片座面的受力与其他刀片相比在结构上较弱,切削阻力低,易于移动。

由于工具多用于精加工,即使是微小的刀片也会对加工品质产生影响。
W1011刀座、WL25刀片由于座面和刀座的构造,具有高刚性。
新产品W1011/WL25刀片的中性型与V型刀片相同,前端角35°
不仅可以抑制加工过程中的微小振动,而且对于断续加工那样的高切削阻力也有很高的可靠性。
新产品W1011/WL25刀片的中性型与V型刀片相同,前端角35°
不仅可以抑制加工过程中的微小振动,而且对于断续加工那样的高切削阻力也有很高的可靠性。
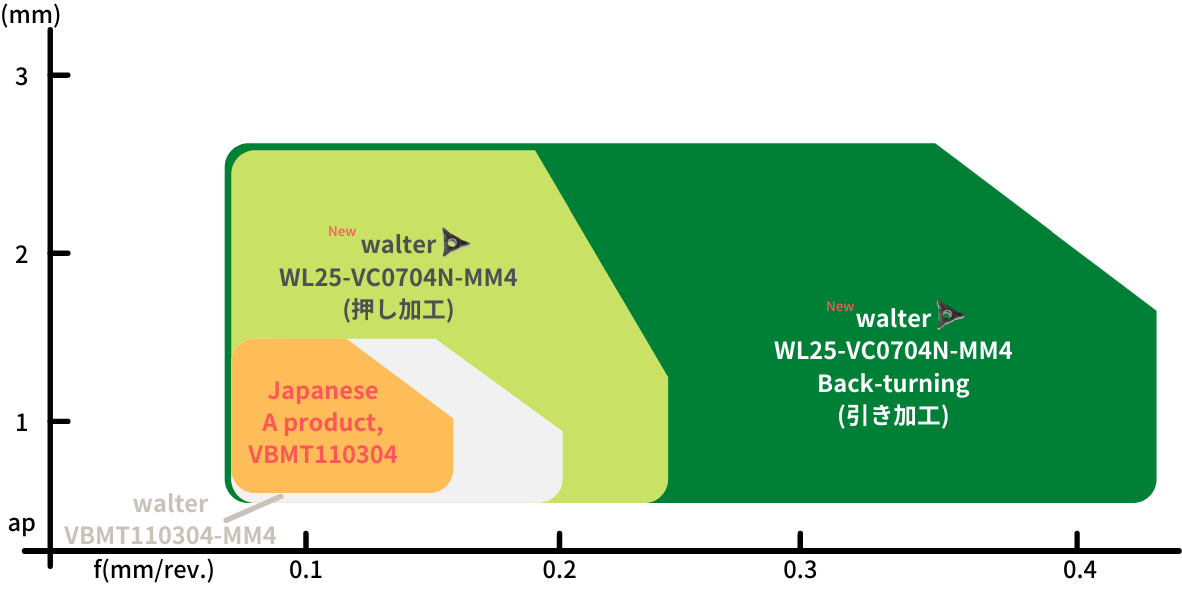
通过高刚性设计,即使是精加工断屑槽也能实现高进给推荐的切削条件。
在拉伸加工中可以进行更高的输送。
在拉伸加工中可以进行更高的输送。
与现有类似形状产品的不同
虽然可以进行高进给,但是这边的产品是以CNMG、DNMG为替换对象的。
CN、DN形状不仅刀片单价便宜,而且角数也多,因此在成本方面跨越难度高,而且由于切削阻力高,适用的加工环境受到限制。
另一方面,瓦尔特WL25-VC0704N…刀片以相对昂贵的VB/VC/DCMT刀片为目标,低切入/低进给也是很擅长的工具设计。
CN、DN形状不仅刀片单价便宜,而且角数也多,因此在成本方面跨越难度高,而且由于切削阻力高,适用的加工环境受到限制。
另一方面,瓦尔特WL25-VC0704N…刀片以相对昂贵的VB/VC/DCMT刀片为目标,低切入/低进给也是很擅长的工具设计。

替换目标
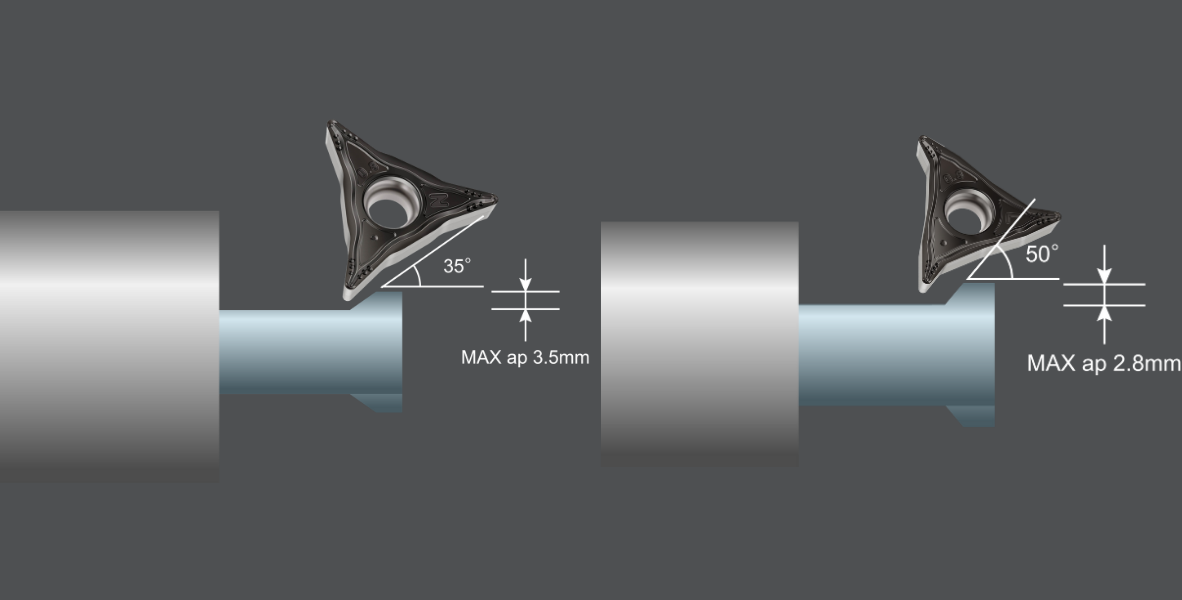
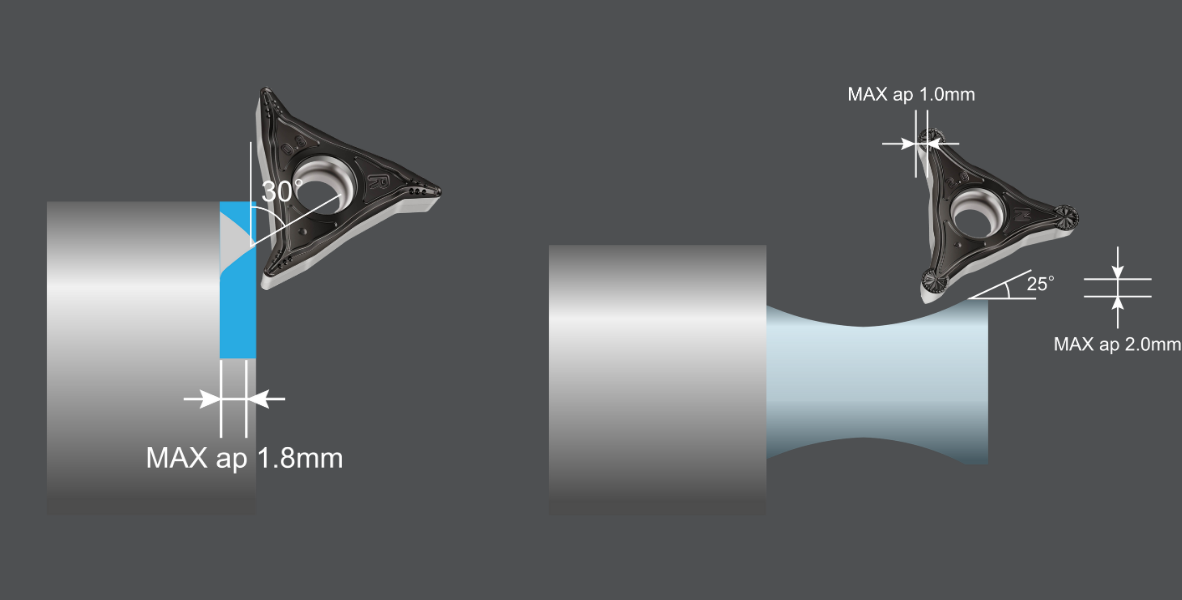
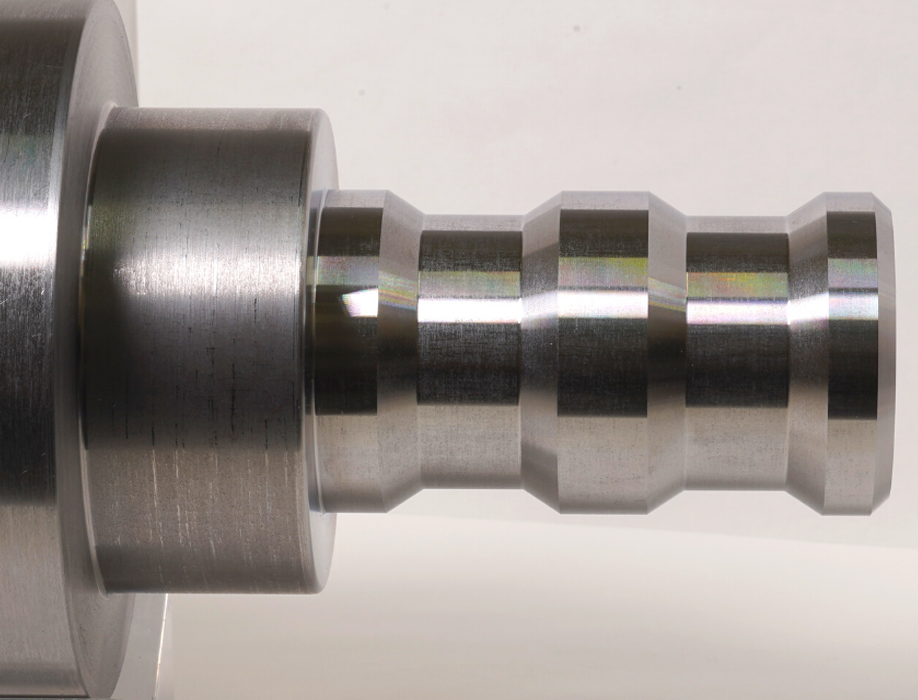
需要一定锋利性的外径车削,有鱼鳞形状和凹陷角度的仿效加工,端面加工是转换目标。
DCMT、VBMT、VCMT等正切刃车床刀片的市场数量,CN刀片为100的话是70-65左右(金额基准。来源:WALTER)
DCMT、VBMT、VCMT等正切刃车床刀片的市场数量,CN刀片为100的话是70-65左右(金额基准。来源:WALTER)
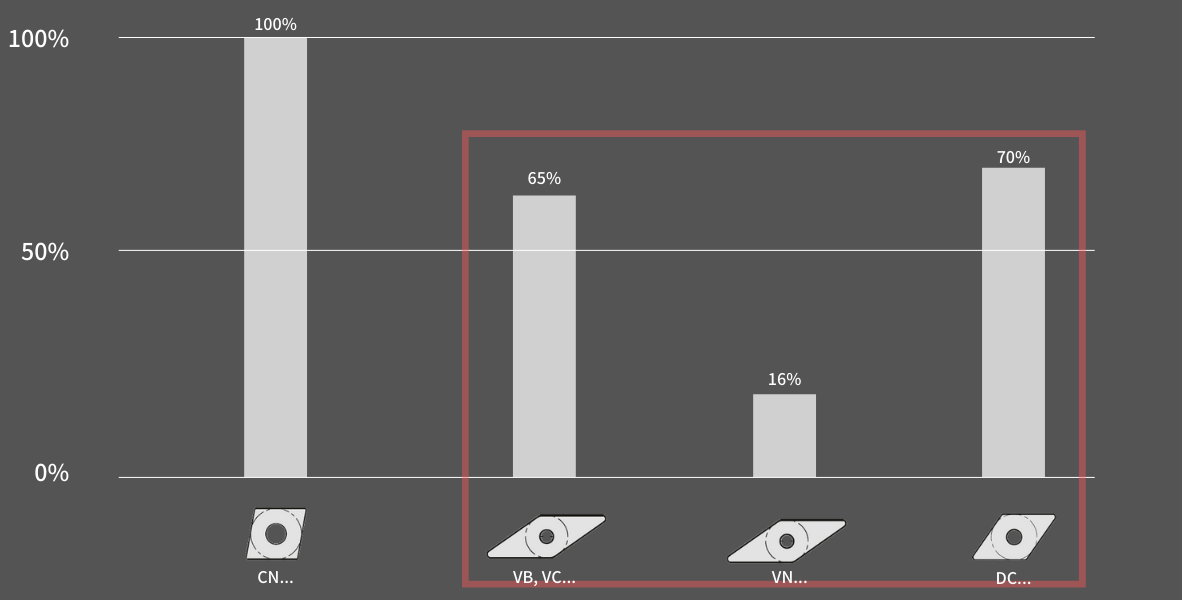
4种不同的刀片可用于公共刀杆上。
2.测试报告

使用设备
Mazak QT-compact200MY
Mazak QT-compact200MY
工件材质:S50C
Φ90x长200mm
Φ90x长200mm
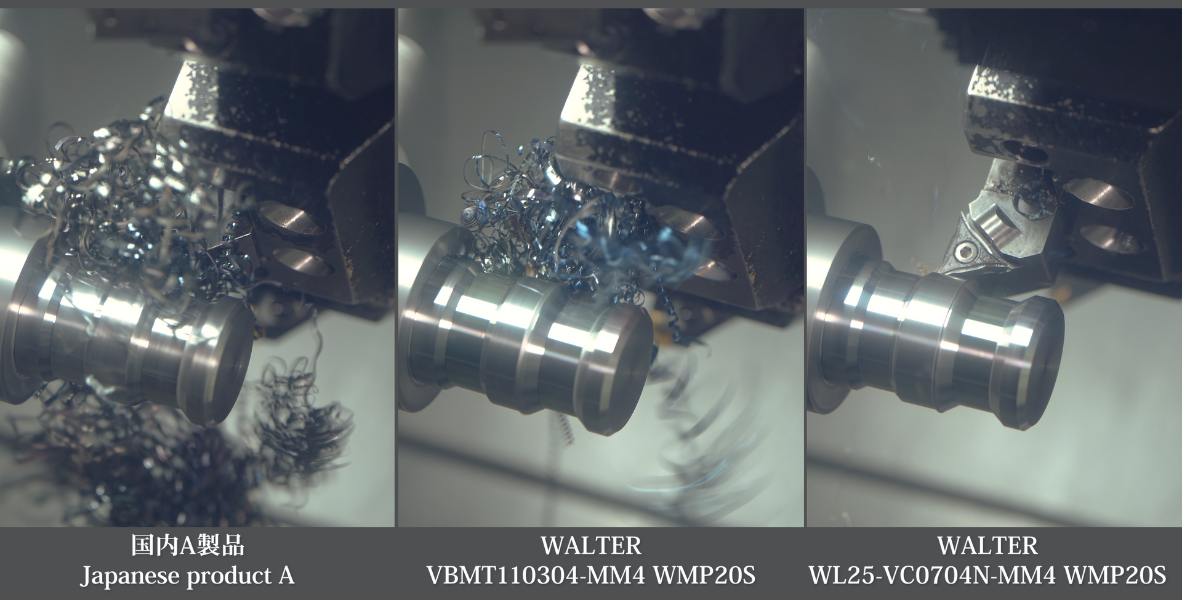
切屑处理/加工面比较
Vc=170m/min,ap=1mm&0.3mm f=0.08mm/rev.
Vc=170m/min,ap=1mm&0.3mm f=0.08mm/rev.
日本A公司产品和瓦尔特VBMT110304-MM4的进给推荐条件下限值。
3个产品都是精加工~中精加工用的断屑槽和材质,VBMT的2个产品不能控制切屑。
WL25刀片在推/拉/沉/提升端面的所有加工中,切屑处理良好。
3个产品都是精加工~中精加工用的断屑槽和材质,VBMT的2个产品不能控制切屑。
WL25刀片在推/拉/沉/提升端面的所有加工中,切屑处理良好。
VBMT的2个产品端面部分白浊明显,瓦尔特WL25刀片光泽度良好。
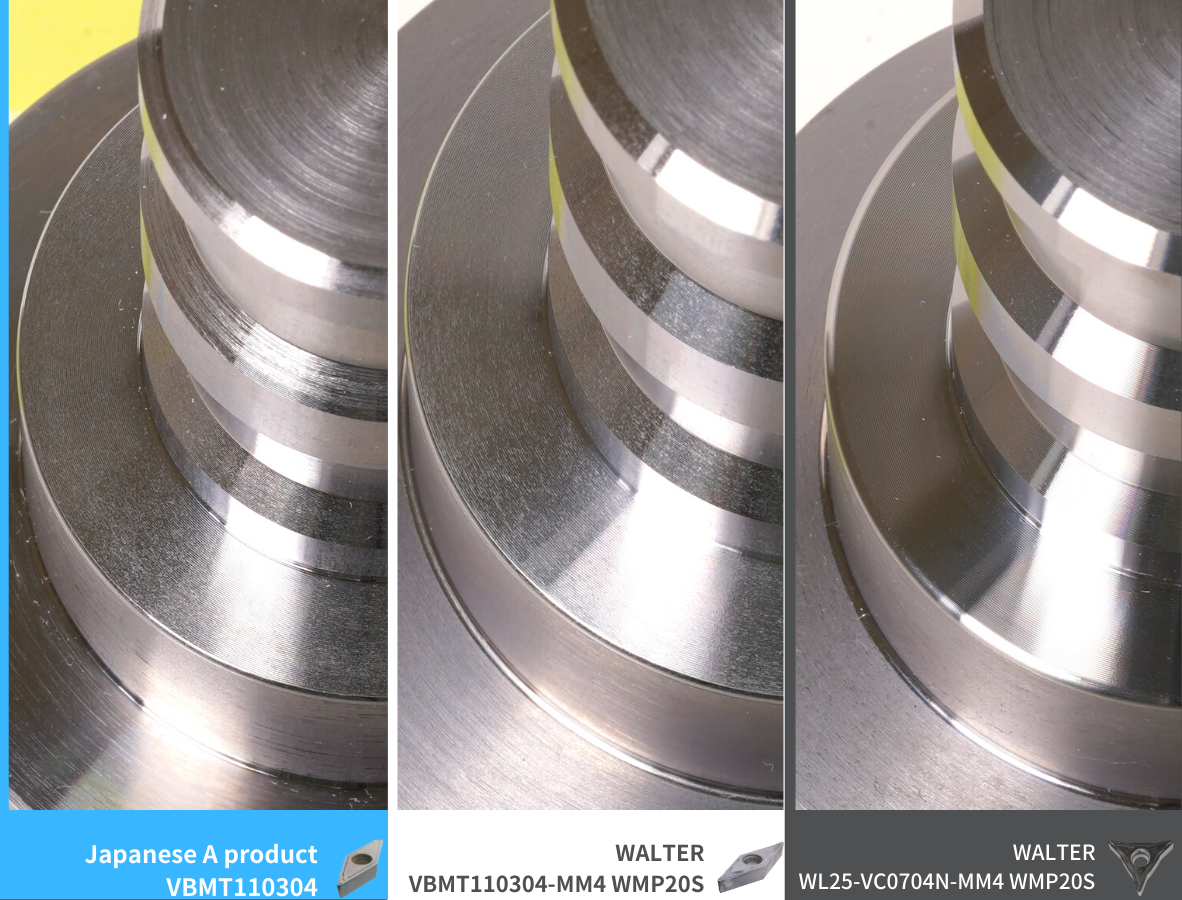
切屑处理/加工面比较
Vc=170m/min,ap=1mm&0.3mm f=0.16mm/rev.
Vc=170m/min,ap=1mm&0.3mm f=0.16mm/rev.
日本A公司产品的推荐进给上限值的f=0.16进行比较测试
即使提高到推荐值的上限,日本A公司产品的切屑处理能力也没有改善。WL25刀片在这个条件下也是良好的结果。
即使提高到推荐值的上限,日本A公司产品的切屑处理能力也没有改善。WL25刀片在这个条件下也是良好的结果。
日本A公司产品在沉入加工部分,损伤严重。另一方面,瓦尔特WL25刀片加工面的光泽进一步提高。

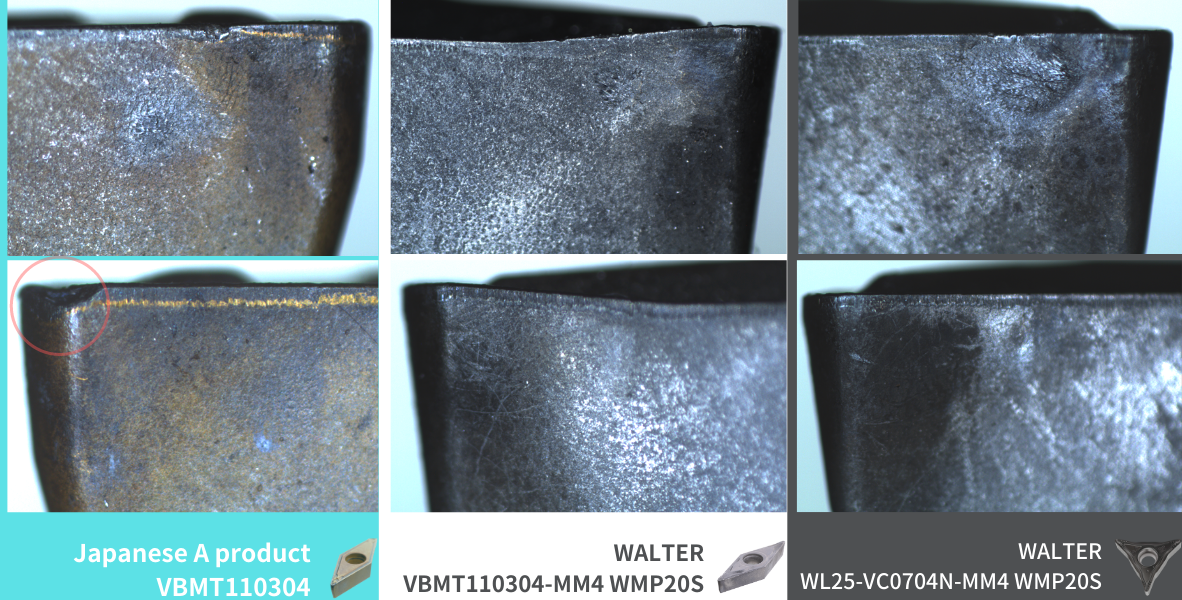
3.耐久测试

Vc=110m/min,f=0.11mm/rev,ap=1mm
300分钟(5小时)加工后
300分钟(5小时)加工后

上层:前刀面 下层:后刀面
两种VBMT的产品都是前刀面的切刃磨损量大,后刀面发生缺损。
两种VBMT的产品都是前刀面的切刃磨损量大,后刀面发生缺损。
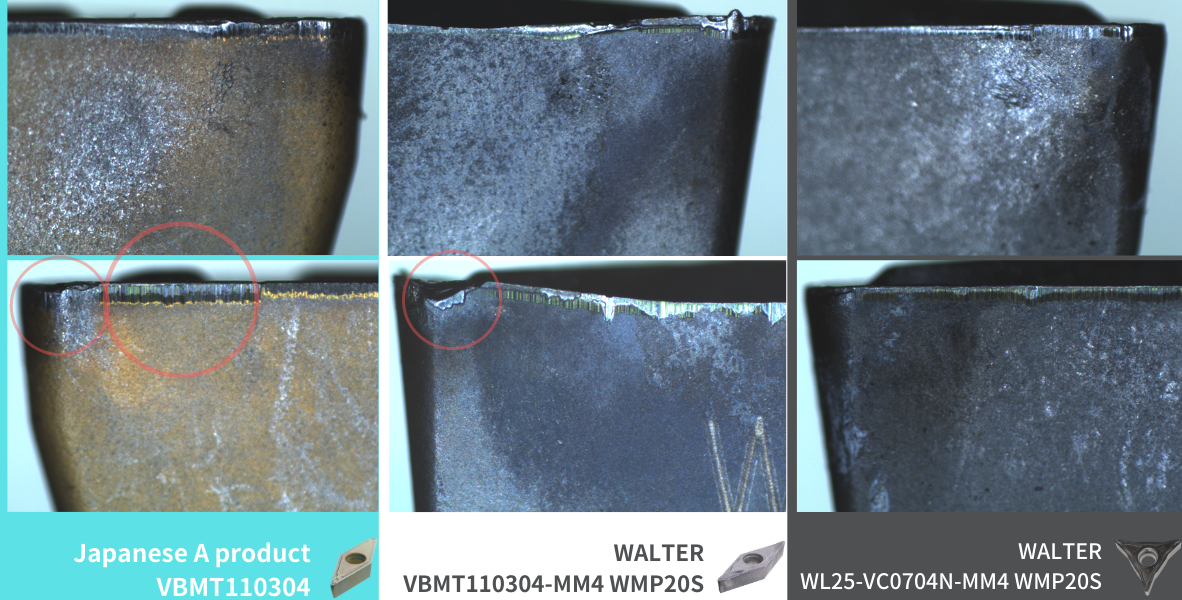
Vc=230m/min,f=0.16mm/rev,ap=1mm
100分钟加工后
100分钟加工后

上层:前到面 下层:后刀面
在日本A公司产品的推加工方面发生了微切,拉加工方面的切刃发生了缺损。瓦尔特2个产品在这个加工量上没有特别的变化。
在日本A公司产品的推加工方面发生了微切,拉加工方面的切刃发生了缺损。瓦尔特2个产品在这个加工量上没有特别的变化。
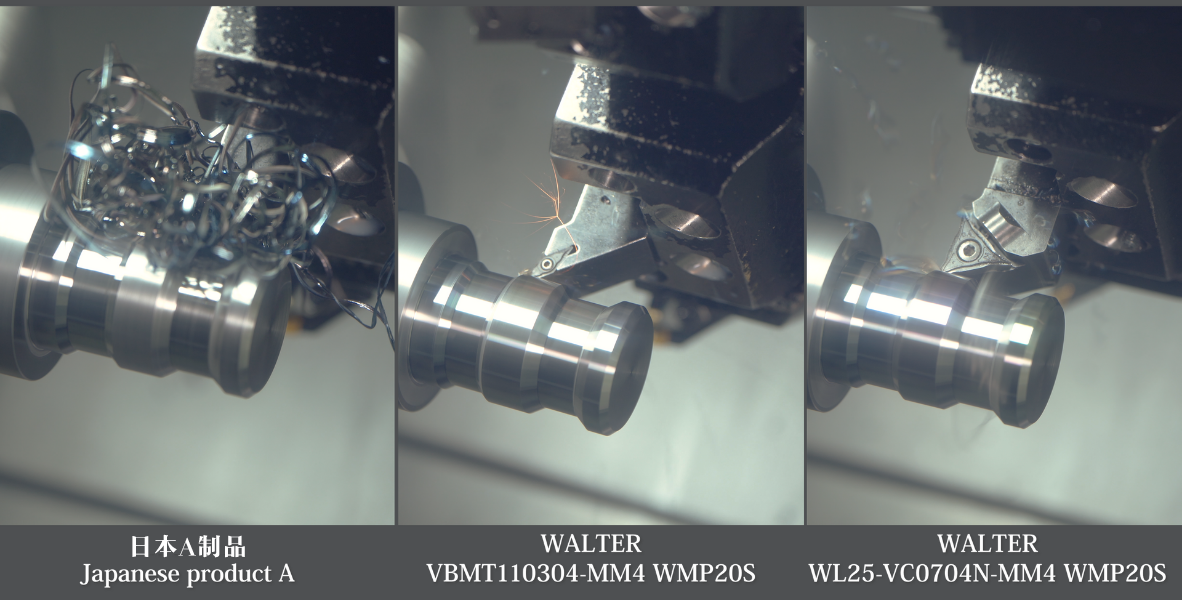
4.断续工件的加工测试

Vc=130m/min, f=0.12mm/rev. ap=1mm
VB刀片由于刀尖强度和刀片的刚度而在数路径上损坏。
日本A公司产品为第一道,瓦尔特VBMT刀片为第三道,WL25刀片在30分钟以上加工后的图像。
日本A公司产品为第一道,瓦尔特VBMT刀片为第三道,WL25刀片在30分钟以上加工后的图像。
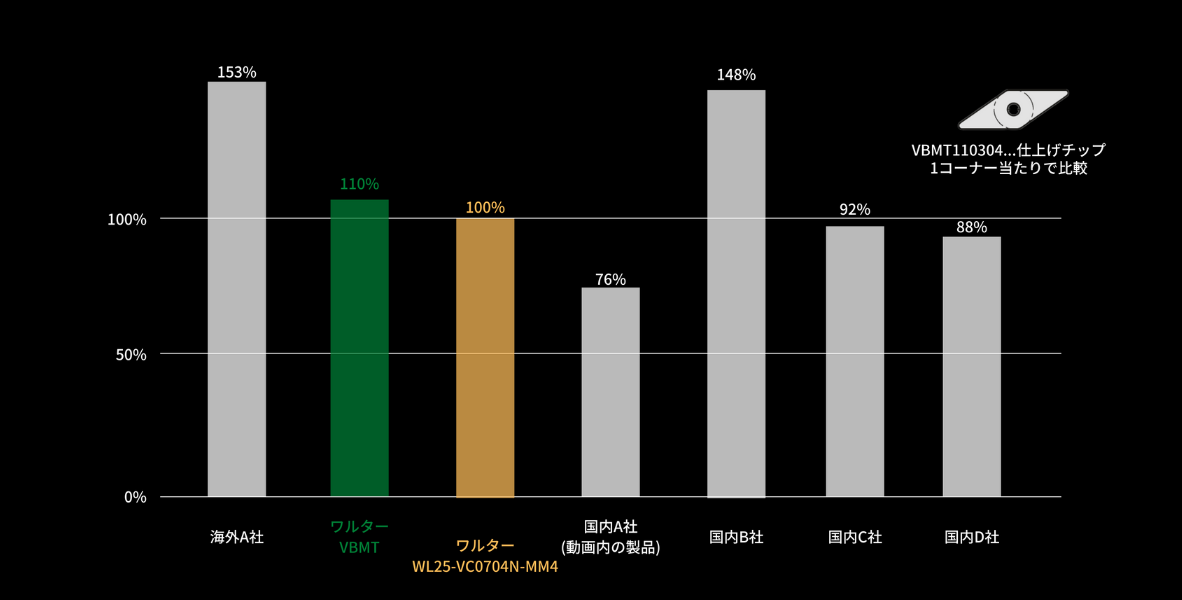
5.价格比较
以WL25-VC 0704N…为100,与VBMT 1103型的价格比较图像图表。
如果与VB/VCMT16尺寸比较,更能预见成本优势。
如果与VB/VCMT16尺寸比较,更能预见成本优势。
6.本记事概括动画
正确版本
短视频
在瓦尔特日本的技术方面
看了技术中心的测试结果,听听您的意见
看了技术中心的测试结果,听听您的意见
